Bei dem Variotherm-Verfahren wird die Formmasse bei wesentlich höheren Werkzeugtemperaturen, die oberhalb der Erweichungstemperatur des Kunststoffes liegen, eingespritzt. Somit wird die Erstarrung im Randschichtbereich des Bauteils bis nach der vollständigen Füllung der Form während der Nachdruckphase hinausgezögert. Durch die höhere Werkzeugtemperatur während des Einspritzvorgangs bleibt der Kunststoff an der Werkzeugwand länger schmelzflüssig, sodass Phänomene wie Blasenbildung und die Bildung von Bindenähten und ähnlichem unterdrückt werden. Um nach dem Einspritzen eine ausreichende Entformungssteifigkeit zu erhalten und eine drastische Erhöhung der Zykluszeiten zu vermeiden, muss der Formeinsatz nach dem Einspritzen gekühlt werden. Dies wird technisch durch eine konturnahe und homogene Temperierung der Werkzeugform realisiert und gewährleistet.
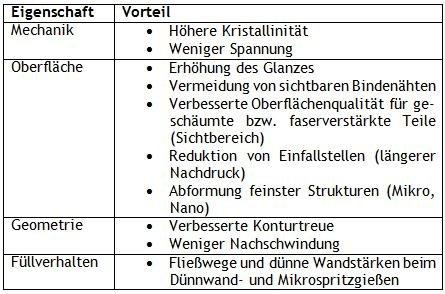
Durch das Variotherm-Verfahren können Endprodukte mit hoher Oberflächenqualität und verbesserten Materialstrukturen erreicht werden, da Bindenähte, Einfall- und Glanzstellen auf den Oberflächen eliminiert werden können. Daneben bietet das Verfahren weitere Vorteile bezüglich Mechanik und Geometrie der Formteile (vgl. Tabelle).
Für Produktdesigner eröffnen sich hierdurch ungeahnte Gestaltungsmöglichkeiten. So lassen sich beispielsweise glasfaserverstärkte Kunststoffe durch das Verfahren auch als Sichtteil verbauen und ideal in eine glatte Oberfläche einbinden – ganz ohne zusätzliche Lackierung.
Neben neuen Designoptionen können durch das Variotherm-Verfahren zusätzliche Prozessschritte zur nachträglichen Bearbeitung der Formteile eingespart werden – was Zeit und Geld spart. Für glasfaserverstärkte styrolbasierte Copolymere und deren Blends sowie Luranyl®-Produkte stellt dieses Verfahren eine Alternative zum aufwendigeren 2K-Spritzguss dar. Vorteile ergeben sich auch im Falle von mikrostrukturierten Geometrien, sowie makroskopischen Teilen mit geringer Wandstärke. Durch das Verhindern einer frühzeitigen Schmelzerstarrung wird ein Abformen komplexer Teile ermöglicht.
Die ROMIRA GmbH wurde 1990 gegründet und ist Partner im Verbund der ROWA GROUP. Mit höchster Kompetenz und synergetischem Know-how setzt ROMIRA in dieser starken Gemeinschaft Standards für technische Kunststoffe.
ROWA GROUP Holding GmbH
Siemensstraße 1-9
25421 Pinneberg
Telefon: +49 (4101) 70606
Telefax: +49 (4101) 706203
http://www.rowa-group.com
Telefon: +49 (4101) 706328
E-Mail: info@romira.de